
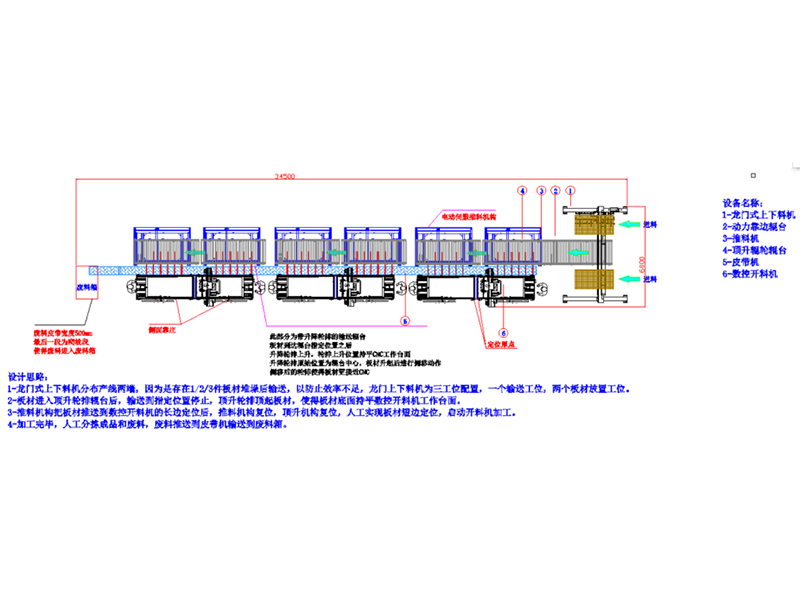

開(kāi)料機生產線設備名稱(chēng):
1、龍門式上下料機(jī)
2、動力亦邊輾台(tái)
3、推料(liào)機
4、項升輥輪銀台
5、皮帶機
6、數控開料機
設計(jì)思路:
1、龍門式上下料機分右產線兩端,因為是存在1/2/3件板材堆撮後輸送,以防止效率不足,龍門上下料機為三工位配置,一個輸送工位,兩個板材放置工位。
2、級材進入項升輪排輥台(tái)後。輸送到指定位置停止,項升輪排頂起板材,使得板(bǎn)材底麵持平(píng)數控開料機工作台麵。
3、推料機構把板材推送到數控開料機的長邊定位後,推料機構複位,項升機構複位,人工實現板材短邊定位,啟動開料機加工。
4、加工完畢(bì),人工分揀成品和廢(fèi)料,廢(fèi)料推送到皮帶機輸送到廢(fèi)料箱。